Published July 5, 2026 | By HDPTH Technical Editorial Team
A slitter rewinder can have modern drives and still produce wrinkles, wandering lanes, telescoped rolls or web breaks when its tension-control concept does not match the process. The problem is rarely solved by specifying “automatic tension control” alone. Buyers need to know what is measured, which device acts on the web, and how the loop behaves as roll diameter and machine speed change.
Load cells and dancers are both established closed-loop approaches. They do not perform the same job in the same way. A useful comparison starts with the tension zone: the span between two components capable of changing web tension. The unwind, processing and rewind sections can have different requirements, so one machine may use different feedback concepts in different zones.
How load cell tension control works
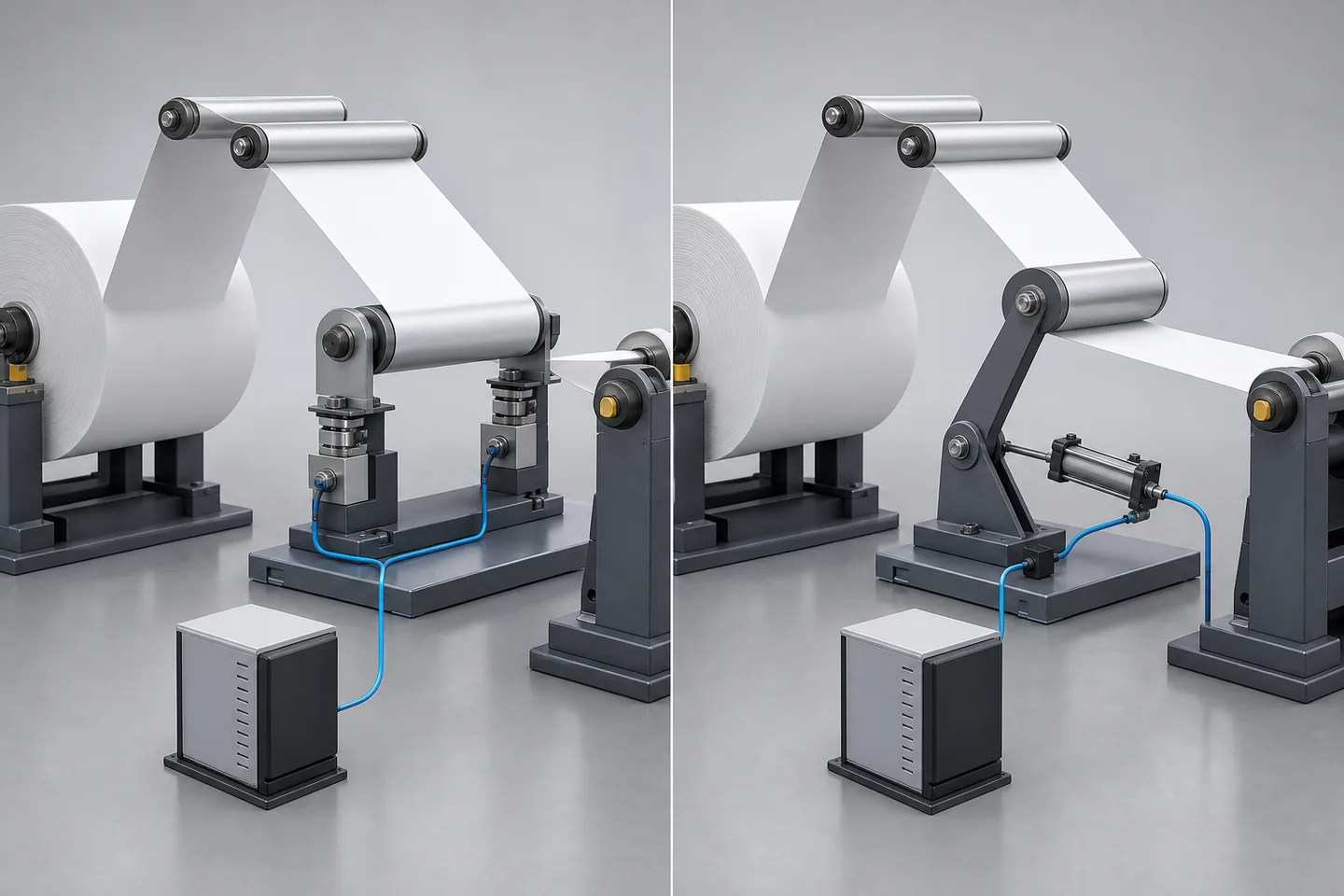
A tension load cell measures force created as the web wraps a sensing roller. Dover Flexo Electronics describes load cells as transducers used to measure pulling force in roll-to-roll processes including paper, film, textiles and nonwovens. The signal is scaled into an actual tension value and sent to a controller or drive.
The controller compares measured tension with the recipe setpoint. It then adjusts an unwind brake, clutch, motor torque or driven-roll speed. This is a direct measurement system: operators can see, alarm and potentially record actual tension rather than infer it from another mechanical position.
Direct measurement is valuable for recipes, troubleshooting and acceptance evidence. It also creates design responsibilities. Load-cell capacity must suit the expected force and wrap geometry. A sensor selected too large may provide weak resolution at low tension; one selected too small can be overloaded. Roller weight, bearing condition, alignment, cable routing, electrical noise, signal filtering and calibration all affect the result.
Wrap angle deserves special attention. The force seen by the load cells depends on the web path around the measuring roller. If operators can change that path or if roll geometry changes the angle, the indicated value may no longer represent the intended calculation. Ask the supplier to mark the approved threading path and explain any compensation.
How dancer tension control works
A dancer is a movable idler roller or roller set loaded by pneumatic pressure, springs, weights or another controlled force. Web tension acts against that loading force. A position sensor reports dancer travel, and the controller changes brake torque or drive speed to return the dancer toward its reference position.
Siemens' current winder documentation describes the dancer as a position-controlled measuring system: tension and dancer counterforce balance near the center position, while position changes prompt the controller to adjust motor speed or torque. Montalvo similarly notes that dancers behave as position controllers while maintaining tension through control of web speed.
The moving mechanism stores a short length of web. That accumulation can absorb a temporary mismatch between upstream and downstream speed, soften a disturbance from an out-of-round roll, and provide useful travel during a splice or speed transition. This buffering is the dancer's defining advantage—not merely the absence of load cells.
Mechanical design determines whether that advantage is realized. Excess dancer mass adds inertia. Bearing or pivot friction can create different behavior as the arm rises and falls. Cylinder friction, pressure regulation, geometry, travel stops and position-sensor resolution influence the effective tension. A dancer that spends production near one travel limit has little remaining capacity to absorb the next disturbance.
Load cell vs dancer: practical comparison
| Buyer Criterion | Load Cell Feedback | Dancer Feedback |
|---|---|---|
| Primary feedback | Direct web-force measurement | Movable roller position relative to a setpoint |
| Web storage | None from the sensing device itself | Provides mechanical accumulation through dancer travel |
| Production data | Actual tension can be displayed and trended | Position is directly available; actual tension may need separate measurement |
| Mechanical complexity | Fixed roller plus sensors, cables and electronics | Moving arm or carriage, loading device, position sensor and controls |
| Typical sensitivity concerns | Capacity, wrap angle, tare load, alignment, filtering and calibration | Mass, inertia, friction, loading-force stability, travel and tuning |
| Useful application clue | Need repeatable measured tension across recipes | Need buffering during dynamic events or roll disturbance |
This table is a starting point, not a universal winner. Modern control functions can compensate for disturbances that once required a dancer, while a well-designed dancer can handle sensitive webs smoothly. The actuator and control tuning may matter as much as the feedback device. A load cell connected to a slow or poorly sized brake will not create fast control; a lightweight dancer with stable loading can outperform a badly installed force sensor.
Need the tension concept defined before quotation?
Send HDPTH your materials, widths, tension range, roll diameters, speed cycle and current defects for a project-specific slitting and rewinding discussion.
Discuss Your ApplicationChoose from the material and operating cycle
Low-tension and stretch-sensitive webs
Light nonwovens, thin films and extensible materials may have a narrow usable tension window. Here, do not choose from marketing adjectives such as “precision.” Ask for the minimum controllable range, sensor sizing calculation, dancer loading range, roller inertia and test material. The web must remain stable without stretching, neck-in or intermittent slack.
Frequent acceleration and deceleration
Short rolls, frequent stops and rapid speed changes place more emphasis on dynamic response. A dancer can buffer temporary speed mismatch, but only within its available travel. A load-cell loop can respond directly to tension error, but filtering and actuator response must be fast enough without creating oscillation. FAT should include the real ramp profile, not only steady running at a convenient speed.
Out-of-round parent rolls and splicing
An eccentric or poorly built parent roll can introduce repeating tension changes. A dancer's mechanical storage may help absorb them. Current load-cell controllers can also include compensation functions, so ask suppliers to describe the proposed method and demonstrate it with realistic roll condition. For non-stop unwinding, define how the feedback system behaves during splice preparation and transfer.
Recipe control and quality records
If the plant wants measured tension trends, batch records or alarm limits, direct load-cell feedback is straightforward. A dancer-only system reports position, which is not automatically the same as a calibrated web-force record. A hybrid design can retain dancer buffering while adding actual-tension indication.
Maintenance and operator capability
Load cells need protected cables, sound mounting and periodic zero/span checks. Dancers need free movement, stable loading pressure and inspection of bearings, pivots, cylinders and position sensors. Select a system the maintenance team can diagnose. The supplier should provide calibration and troubleshooting procedures rather than a sealed “automatic” feature.
When a hybrid system makes sense
A combined system is not a contradiction. Montalvo publishes controllers that use dancer-arm and load-cell feedback together. The dancer can supply storage and dynamic buffering, while load cells show actual tension or provide another control input. This can be useful where the process needs both transient absorption and measured-force evidence.
Hybrid control also adds commissioning work. The proposal should state which signal is the primary feedback, which signal trims or monitors the loop, where each setpoint is entered, and what happens if one sensor fails. Two feedback devices do not automatically produce better control; poorly coordinated loops can fight each other.
Ask for a functional description in plain language. For each operating mode—threading, start, normal run, splice, deceleration, stop and fault—the description should show the active sensor, controlled actuator, setpoint, limits and alarm response.
RFQ data that allows a defensible selection
- Material family, construction, coating, thickness or basis weight and elasticity.
- Minimum, normal and maximum web width for each recipe.
- Target tension range or known safe process window, with units clearly stated.
- Parent-roll diameter, mass, core size and known roll-build variation.
- Finished-roll diameter, slit widths, lane count and rewind arrangement.
- Minimum, normal and maximum speed plus acceleration and deceleration times.
- Manual or automatic splice sequence and any non-stop unwind requirement.
- Current symptoms: wrinkles, web breaks, stretch, slack, telescoping or hard bands.
- Required recipe storage, trend data, alarms and connection to plant controls.
- Available machine footprint, threading access and maintenance constraints.
Include sample rolls whenever possible. Data sheets describe a material, but they do not reproduce every variation in winding quality, surface friction or elasticity. HDPTH's high-speed slitting machine page provides a starting point for configuration discussions; the final control concept should be tied to the buyer's real roll recipes.
Factory acceptance testing for tension control
Convert “stable tension” into a test plan before the machine is built. Agree the sample material, roll diameters, recipe setpoints, speed ramps, steady-speed windows, test duration and acceptable product observations. Define the data source: calibrated load-cell reading, dancer position, drive data or an independent instrument.
For load cells, record zero and calibration procedure, sensor capacity, wrap path and displayed units. Apply different setpoints within the agreed range, repeat a saved recipe and verify alarms or web-break logic. Trend actual tension through start, acceleration, running and stop so a smooth steady-state value does not hide large transient errors.
For dancers, mark the working center and travel limits. Record position through the same speed cycle and observe whether the mechanism moves freely in both directions. Check loading pressure or force, response to a controlled disturbance, remaining travel during normal production and safe behavior after a web break.
For either method, inspect the web before slitting and the finished rolls. Tension data must be interpreted with edge quality, wrinkles, lane tracking, roll hardness and side-face condition. Review the broader slitter rewinder FAT checklist so control tests sit within a complete shipment-release process.
Common specification mistakes
- Choosing by component count: more sensors do not prove better control.
- Ignoring the actuator: feedback cannot correct tension faster or more smoothly than the brake, clutch or drive can respond.
- Using only maximum speed: start, stop, crawl and splice behavior may expose the real weakness.
- Omitting tension units and range: a single nominal value is not enough for multiple materials.
- Testing with convenient material: a stable paper trial may say little about an elastic nonwoven or thin film.
- Accepting an unrecorded demonstration: retain settings, trends, calibration information and signed results.
Buyer FAQ
Is load cell tension control more accurate than dancer control?
A load cell directly measures web force, which makes actual tension visible and recordable. A dancer controls its position as a proxy for tension and adds mechanical web storage. System accuracy still depends on sensor sizing, wrap angle, mechanics, filtering, tuning and the actuator, so the sensing method alone does not guarantee performance.
When is a dancer useful on a slitter rewinder?
A dancer is useful when the process benefits from temporary web storage and mechanical buffering during acceleration, deceleration, splicing or disturbances from an out-of-round roll. Its travel, inertia, loading force, friction and position feedback must suit the material and speed profile.
Can a slitter rewinder use both a dancer and load cells?
Yes. A hybrid system can use dancer-position feedback for buffering and motion control while load cells provide direct tension indication or an additional feedback signal. The quotation should explain which signal controls which actuator and how the loops interact.
What information is needed to select a tension-control system?
Provide every material, width, thickness or basis weight, tension range, speed and acceleration profile, parent and finished roll diameters, splice method, web-path layout, current defects, allowable footprint and required production data. Sample rolls are valuable for final testing.
How should tension control be tested during FAT?
Run representative materials through start, acceleration, steady speed, deceleration and stop conditions at agreed roll diameters. Record actual tension or dancer position, inspect web and roll quality, trigger relevant alarms, repeat recipes and document calibration, settings and pass criteria.
Sources
- Siemens: SIMATIC Winder and Tension Control manual
- Dover Flexo Electronics: What is a tension load cell?
- Dover Flexo Electronics: Closed-loop tension control
- Montalvo: Dancer roll tension control fundamentals
- Montalvo: Combined dancer and load-cell feedback example
Specify the feedback loop—not just “automatic tension”
Send material samples, roll dimensions, tension range, speed profile, splice method and required FAT evidence. HDPTH can review these inputs with the slitting and rewinding configuration.
Request a Configuration Review