Published June 21, 2026 | By HDPTH Technical Editorial Team
Threading is easy to underestimate during machine sourcing. In a quotation, the buyer usually sees width, speed, cutting method, rewind diameter, and automation options. On the factory floor, however, the operator must still get the web from the parent roll through every relevant section of the machine and onto the rewind. If that step is slow, inconsistent, or too dependent on manual pulling around risky zones, the real production cost can be much higher than the equipment price difference suggests.
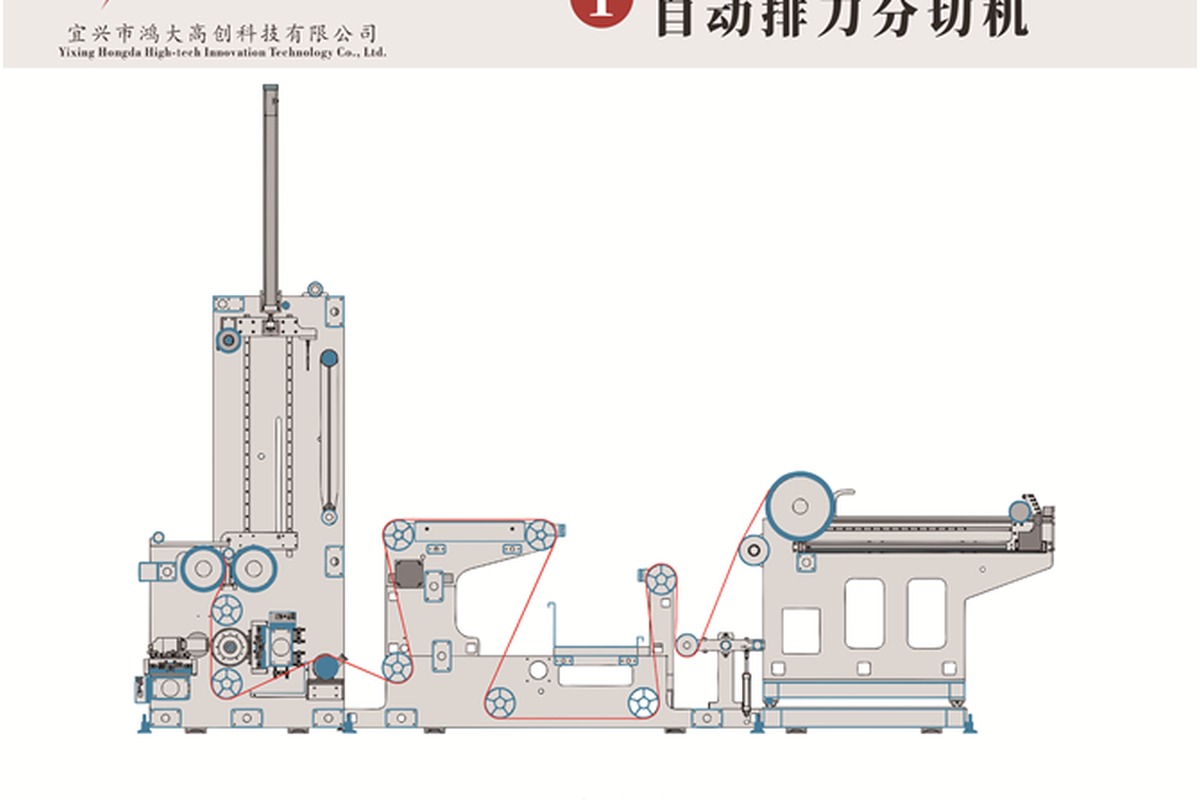
For many converters, manual threading is acceptable. But a wide nonwoven, paper, film, or flexible-material slitter rewinder has a different risk profile. The web may pass through unwind control, guide rollers, tension zones, edge guiding, knives, trim handling, and rewind shafts before stable production can begin. Each extra section creates another place where the web can wrinkle, drift, tear, or require operator intervention.
This is why the buyer question should not be "Do you have automatic web threading?" A better question is: "Where does threading actually consume time or create risk in our line, and what part of that path can the supplier automate or simplify?"
What automatic web threading means in a converting line
In roll converting, web threading refers to routing the leading edge or a narrow threading tail of the material through the machine path before normal production starts or after a web break. Depending on the line design, this may involve assisted pulling, pneumatic or mechanical guiding, controlled slow-speed jogging, removable threading paths, or a dedicated automatic sequence. The design differs by machine type, material, and supplier.
Automatic web threading should therefore be treated as a project-specific function rather than a universal module. A thin PE film may cling or stretch. A soft spunlace nonwoven may distort if pulled unevenly. A paper web may tear if the threading route creates a sharp angle. The correct solution depends on the web's tensile behavior, width, surface friction, and how many times operators must thread the machine during a shift.
Authoritative industry examples support this buyer logic. Valmet describes automatic web starting in tissue converting as a way to make web thread-up safer and more efficient while reducing start-up waste. ANDRITZ frames automatic tail threading in pulp and paper as a way to reduce exposure to moving parts. These examples are not HDPTH machine specifications, and they should not be copied directly into a slitter rewinder project. They do show why serious web-handling suppliers treat threading as a production and safety topic, not just an operator habit.
Where the option fits in HDPTH discussions
HDPTH's local product pages confirm that slitting and rewinding projects are configured around material, width, speed, knife system, winding method, controls, and auxiliary equipment. The high-speed slitting machines page lists nonwoven, paper, film, textile, and flexible roll materials, with effective winding widths from 1500 mm to 4500 mm and manual data including production-speed ranges from 500 m/min to 1200 m/min depending on final configuration. The nonwoven rewinding machines page lists custom rewinding widths from 1000 mm to 4500 mm, rewinding diameters from 1200 mm to 2500 mm on the winder range, and core requirements from 75 mm to 250 mm.
Those verified facts matter because automatic threading becomes more relevant as machine width, material path, and operating discipline increase. HDPTH's certificates and patents page also lists a patent preview and downloadable certificate for an automatic web threading system for a slitting machine, alongside other slitting, rewinding, unwinding, and auxiliary technology documents. That does not mean every HDPTH slitter rewinder is automatically sold with the same threading arrangement. It does mean buyers can raise web threading as a legitimate technical scope item during quotation and factory testing.
When buyers should specify automatic web threading
The strongest reason is frequent threading. If a plant changes products often, runs short batches, or restarts after web breaks, the time spent returning the machine to stable production becomes part of the cost per roll. A threading system that reduces operator handling or gives a repeatable route can help protect uptime, especially where the line otherwise waits for experienced personnel to manually guide the web through several machine sections.
The second reason is material sensitivity. Some roll materials can survive uneven pulling during setup. Others cannot. Lightweight nonwoven, thin film, soft spunlace, and delicate specialty materials may stretch, wrinkle, fold, or tear before the line reaches stable tension. If manual threading damages the leading edge or creates several meters of unusable startup material, buyers should calculate that waste as part of the automation decision.
The third reason is operator access. OSHA's general machine guarding standard, 29 CFR 1910.212, requires machine guarding methods to protect operators from hazards such as point of operation, ingoing nip points, rotating parts, flying chips, and sparks. A threading system is not a substitute for guarding or lockout procedures. It can, however, be part of a larger design discussion about reducing routine manual access near rollers, knives, and nip points during setup or restart.
- The machine is wide enough that manual threading requires more than one operator or awkward body positioning.
- The web path includes several roller groups, guiding points, slitting sections, and rewind areas.
- Changeovers are frequent and setup time directly affects production capacity.
- The material breaks, stretches, folds, or wrinkles during manual thread-up.
- Operators must repeatedly access guarded or high-attention zones during restart.
- The plant wants a more repeatable FAT and startup process for overseas installation.
When manual threading may still be the better choice
Automation should solve a real production problem. If the web path is short, the line is narrow, the material is robust, and the plant runs long batches with few breaks, manual threading may be simpler and easier to maintain. A buyer should not specify automatic threading only because it sounds advanced. Extra devices can add cost, controls integration, pneumatic demand, maintenance checks, and operator training requirements.
The practical decision is to compare the current threading process against the cost and complexity of the option. How many thread-ups happen per shift? How many people are involved? How much material is wasted before stable production? If those answers are vague, observe the current line before adding a feature to the RFQ.
| Buyer Situation | What to Ask the Supplier |
|---|---|
| Wide parent rolls | Which sections can be threaded without manual pulling across the full width? |
| Fragile nonwoven or thin film | How is the web supported so it does not stretch, fold, or tear during thread-up? |
| Frequent product changes | Can threading be tied to recipes, slow-speed jog logic, or repeatable setup steps? |
| Long web path | Where are the operator handoff points, and which zones still require manual access? |
| Strict plant safety review | How do threading, guarding, interlocks, and lockout instructions work together? |
RFQ data needed for a useful answer
Suppliers cannot make a responsible recommendation from a feature request alone. Start with the material: nonwoven type, paper, PE film, PET film, textile, or composite roll material. Add GSM or thickness, tensile sensitivity if known, parent-roll width, parent-roll diameter, and the finished slit-width pattern. Then explain whether the line runs long campaigns or changes specifications several times in a shift.
Buyers should also describe the problem they want to solve. "Need automatic threading" is less useful than "two operators need 12 minutes to thread after every roll change, and lightweight material folds near the guiding section." If the issue is web break recovery, describe where breaks happen and whether they occur during acceleration, knife engagement, trim removal, or rewind buildup. If the issue is safety review, identify the sections where operators currently approach rollers, blades, nip points, or moving shafts during setup.
For HDPTH inquiries, this data fits naturally with the existing RFQ information requested on product pages: material, parent-roll width, finished roll width, speed target, roll diameter, core size, application, and installation conditions. The more specific the buyer can be, the easier it is to separate a necessary automatic threading discussion from an unnecessary add-on.
- Material family, GSM or thickness, and tensile sensitivity
- Parent-roll width, parent-roll diameter, and core size
- Finished roll widths, target diameter, and downstream process
- Number of product changes, web breaks, or thread-ups per shift
- Current threading time, number of operators, and waste per restart
- Specific zones where wrinkles, edge damage, or web drift occur
- Plant safety requirements for guarding, interlocks, and lockout
- Available compressed air, power standard, and site layout limits
Unsure whether automatic web threading belongs in your RFQ?
Send your material, web path concerns, roll sizes, changeover frequency, and current threading problems. HDPTH can help review whether threading assistance should be part of the machine configuration discussion.
Request Configuration ReviewFactory acceptance testing: what buyers should actually verify
If automatic threading is part of the agreed scope, the FAT should show more than a short demonstration. The buyer should ask the supplier to thread through the agreed path with representative material or with a clearly documented substitute. The test should include a restart from a realistic stop condition, not only a perfectly prepared web leading edge. If the system requires manual handoff at certain points, those points should be identified and accepted before shipment.
Watch the web as it enters guide rollers, slitting zones, trim handling, and rewind sections. The threading sequence should not create folds, wrinkles, torn edges, or material that must be scrapped before normal production begins. If the machine uses slow-speed jogging during thread-up, verify that controls are understandable and that operators do not need to bypass normal guarding or interlock logic to complete the process. The goal is a repeatable method, not a one-time demonstration by the supplier's most experienced technician.
The FAT should also record what remains manual. "Automatic" can mean fully automatic through the whole line, assisted through one difficult area, or semi-automatic with operator steps. Buyers should document the exact threading route, operator actions, guard status, speed limits, and restart steps so installation teams can reproduce the same method after the machine arrives.
Safety planning without exaggerated claims
Automatic web threading can reduce some routine manual handling, but it does not make a converting line safe by itself. OSHA's machine-guarding standard is a useful reminder that operators must be protected from hazards created by points of operation, ingoing nip points, rotating parts, and related machine motion. For slitter rewinders, buyers should treat threading as one layer in a broader safety review that also includes guards, emergency stops, interlocks, written procedures, lockout practice, operator training, and local regulatory requirements.
That restraint matters in supplier evaluation. A credible answer explains which manual actions are reduced, which access points remain, how the operator interacts with the controls, and what must still be handled through plant procedures.
How automatic threading connects with other options
Threading does not operate in isolation. It affects and is affected by web guiding, tension control, knife setup, trim removal, and rewind configuration. If the web is not guided well after thread-up, the line may still drift before stable production. If tension is not controlled smoothly, a fragile material can break during acceleration. If edge trim removal is poorly planned, the operator may still need to intervene near the slitting section. This is why automatic threading should be discussed with the whole converting process, not as a separate checklist item.
For related decisions, review HDPTH's articles on automatic tension control and web guiding, edge trim recovery, and site preparation.
Commercial rule of thumb
Specify automatic web threading when manual thread-up creates visible downtime, waste, labor cost, inconsistent restart quality, or safety review pressure. A strong RFQ should describe the web path, threading frequency, material behavior, and pain points, then ask which parts can be automated or simplified and how the solution will be verified during FAT.
For overseas buyers, the best outcome is a machine configuration the plant can thread, start, stop, clean, maintain, and restart consistently after installation. If automatic web threading helps achieve that result, it deserves early discussion. If it does not solve a measurable production problem, the budget may be better used elsewhere.
Buyer FAQs
What is an automatic web threading system on a slitter rewinder?
It is a threading arrangement that helps guide the material web through the unwind, slitting, guiding, and rewind path with less manual pulling through machine sections during setup or restart.
When is automatic web threading worth specifying?
It is worth discussing when the line is wide, the path is long, threading is frequent, materials are fragile, operators spend too much time on setup, or the plant wants to reduce manual access near rollers and nip points.
Does automatic web threading replace machine guarding?
No. Automatic threading can reduce some manual threading work, but guarding, interlocks, lockout procedures, operator training, and local safety compliance still need to be designed and verified.
What RFQ data should buyers provide?
Provide material type, GSM or thickness, parent-roll width, finished roll widths, machine speed target, threading frequency, line layout, web path constraints, and any current setup or breakage problems.
What should be checked during factory acceptance testing?
Check that operators can thread the agreed material path, recover after a web break, avoid unnecessary manual access to risky zones, and keep the web aligned without creating wrinkles, edge damage, or excessive waste.
Sources
- Valmet: The Auto Web Starter makes web thread-up safe and efficient
- ANDRITZ: Automatic Tail Threading
- OSHA: 29 CFR 1910.212 General requirements for all machines
- Maxcess: Automatic Slitting Systems
Planning a new slitter rewinder project?
Share your material, parent-roll width, slit pattern, changeover frequency, site conditions, and current threading problems. HDPTH will review the configuration requirements before quotation.
Send Your Inquiry