Published July 1, 2026 | By HDPTH Technical Editorial Team
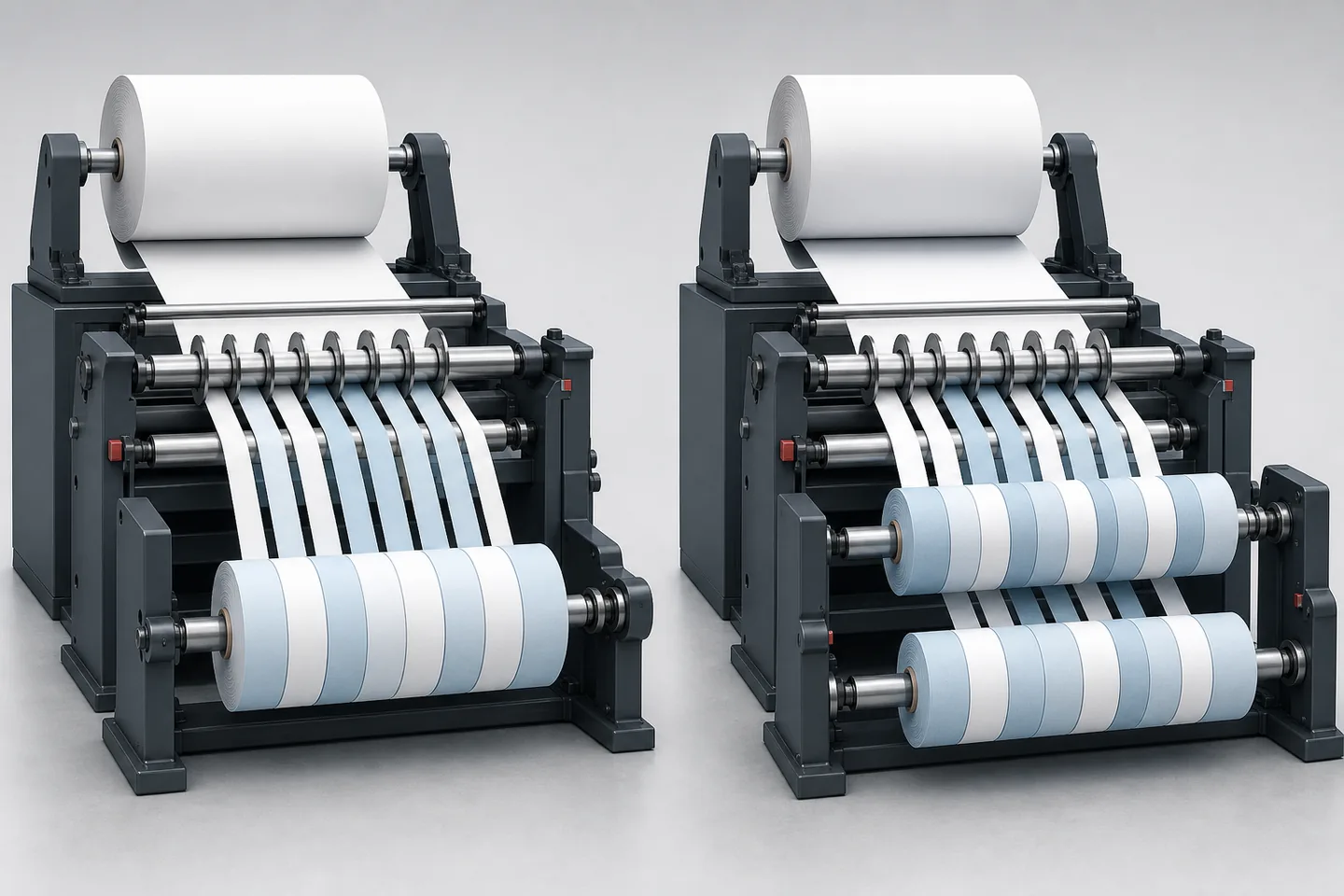
Simplex and duplex describe how slit rolls are arranged at the rewind section. The terms do not, by themselves, define the slitting method, unwind type, drive quality or level of automation. A machine can use razor, shear or score slitting with either arrangement, subject to the material and machine design. It may also use center, surface or center-surface winding as a separate design choice.
This distinction matters because quotations often compress several decisions into one model name. Before comparing prices, require every supplier to show the proposed web path, rewind positions, shaft arrangement, lane allocation and finished-roll removal method. The best configuration is the one that produces your contracted roll range with stable control and practical handling—not the one with the longer feature list.
Simplex vs duplex slitter rewinder: practical comparison
| Buyer Question | Simplex Rewind | Duplex Rewind |
|---|---|---|
| Rewind positions | One rewind position or shaft | Two rewind positions or shafts |
| Slit-lane arrangement | Slit rolls share one winding line | Adjacent lanes are commonly alternated between two winding lines |
| Typical purchasing reason | Straightforward log winding, wider rolls or a stable product format | Narrower slit rolls, lane separation or a broader product mix |
| Tension question | How multiple packages share torque and accommodate buildup variation | How each shaft and each package maintain the required tension |
| Changeover focus | Core loading and removal from one position | Core alignment, lane allocation and removal from two positions |
| Space and access | Potentially simpler access, depending on support design | More components and access zones to evaluate |
The table is a screening guide. Actual performance depends on shaft support, winding method, controls, lay-on arrangement, roll diameter and automation. For example, a duplex machine with difficult core loading can lose more time in changeover than it saves during the run. A simplex layout can be the better production tool when nearly every order uses the same wider roll format.
What simplex winding means in production
In a simplex arrangement, the slit web is rewound at one position. Depending on the job, several finished rolls may share the shaft, or the machine may form one wider log that is handled in a later process. The single winding line can make threading, core positioning and operator observation easier to understand.
Simplex is worth considering when finished rolls are relatively wide, slit patterns are simple, production recipes change infrequently or the downstream process expects a log format. It can also be attractive where floor space, maintenance access and uncomplicated finished-roll removal have more value than maximum product flexibility.
Do not assume that one rewind position eliminates tension problems. If multiple slit rolls share a shaft, thickness variation across the parent roll, small core-diameter differences or uneven lane buildup can make one roll tighten while another loosens. The supplier still has to explain the torque-sharing method, whether locked or differential winding is proposed, and how roll hardness will be controlled from core to finished diameter.
What duplex winding changes
A duplex slitter rewinder uses two rewind positions. Adjacent slit lanes are usually directed alternately to the two shafts so neighboring rolls do not interfere as diameter increases. This creates physical separation between rolls and can accommodate narrow slit patterns that would be difficult to wind side by side on one line.
Duplex center winders are widely offered for film, flexible packaging, paper, labels and other roll materials. Parkinson Technologies notes that center-driven slitter rewinders are available in simplex and duplex configurations, while Catbridge describes duplex center and center-surface winders as application-specific choices for narrow-width slitting. These references support the terminology; they do not establish a universal material rule.
The second rewind position introduces additional decisions. The control system must coordinate both shafts with the line. Operators need a clear lane map and core placement method. Finished rolls must be removed safely from two elevations or positions, and the machine may need pushers, unloading stands or other handling aids when roll mass makes manual removal unsuitable.
Choose from the finished roll backward
Start with the complete slit pattern
Do not send only minimum slit width. Give the supplier representative recipes: parent-roll width, edge trim, every finished width, number of rolls and which widths run together. A minimum-width claim is not enough to prove that cores, knives, lanes and rewind supports fit a real pattern.
Include asymmetric jobs and mixed widths if they occur. A machine that handles ten equal lanes may behave differently when the same parent roll produces several unequal rolls. Ask the supplier to mark the lane allocation for each demanding recipe and identify any forbidden combinations.
Define diameter, mass and core—not diameter alone
Finished-roll outside diameter influences clearance between positions and the required shaft support. Roll mass affects shaft deflection, bearing load and unloading. Core inside diameter, material and width affect grip and package stability. HDPTH's separate guide to core size and finished roll diameter explains why these values must be specified together.
State the material behavior and tension window
Thin film, extensible nonwoven, coated paper and thick laminates do not build rolls in the same way. Provide thickness or basis weight, friction, elasticity, coating or surface sensitivity, and any known gauge variation. If several slit rolls share a shaft, even small buildup differences may justify individual slip control. Review the separate differential rewind shaft guide before treating that option as a default.
Calculate productive time, not catalog speed
Maximum line speed tells only part of the story. The Flexographic Technical Association advises buyers to define material and roll properties, production requirements and throughput constraints, while also considering automation that reduces idle time. For a simplex-versus-duplex decision, record threading, knife setup, core loading, acceleration, run time, deceleration and roll-removal time for representative jobs.
A configuration with higher theoretical speed can deliver less output if operators spend longer aligning cores or unloading rolls. Conversely, a well-designed duplex workflow may improve practical throughput for many narrow rolls even without raising top speed.
Need the rewind layout checked against your recipes?
Send HDPTH three representative slit patterns, material details, finished-roll dimensions and handling limits. The team can review them as part of a project-specific slitting and rewinding requirement.
Request a Configuration ReviewControls and mechanical design to compare
Ask for a control narrative, not just “automatic tension control.” It should identify the driven rollers, rewind motors or clutches, feedback devices, diameter calculation, taper-tension strategy and response when the line starts, changes speed or stops. On a duplex machine, clarify whether each shaft has independent control and how the system handles different buildup on alternating lanes.
Shaft support also affects operation. Cantilevered rewind shafts can simplify access from one side, but the supplier must demonstrate support and deflection suitability for the contracted width, diameter and mass. Drop-in or double-supported shafts change loading and unloading work. These choices are separate from the number of rewind positions.
Core alignment must match knife position. Frequent width changes may justify laser guidance, recipes or automatic positioning, but automation should solve measured setup loss. HDPTH's automatic knife systems page asks buyers to provide width range, knife quantity, current layout and target automation level—use the same discipline when evaluating core positioning.
RFQ checklist for a comparable quotation
- All material families, thickness or basis-weight range, elasticity and surface sensitivity.
- Parent-roll width, outside diameter, mass and core inside diameter.
- Three to five representative slit patterns, including the narrowest and most asymmetric job.
- Finished-roll width range, outside diameter, maximum mass and core specification.
- Required winding mode and roll-hardness expectations, if already established by trials.
- Minimum, normal and maximum web tension and line speed.
- Locked or differential shaft preference and the reason for it.
- Core loading, shaft handling, roll pushing, unloading and lifting expectations.
- Changeovers per shift, typical run length and operator count.
- Required knife setup, core-positioning and recipe automation.
- Available floor space, service access and material-flow direction.
- Electrical, pneumatic and destination-country safety requirements.
- Representative material quantity available for factory trials.
Request a quotation drawing that shows the web path and operator access. Require suppliers to state any limits on roll combinations, shaft loading, diameter or speed. HDPTH publishes project-based ranges for slitting and rewinding equipment and asks buyers to confirm material, width, speed and roll requirements before final configuration; the exact commercial proposal should govern the delivered machine.
Factory acceptance testing: prove the chosen layout
FAT should use the contracted material or a documented equivalent. Start with the most demanding narrow-width recipe, because it reveals core-alignment, lane-separation and tension-sharing problems. Then run a wider-roll recipe that approaches the agreed mass or diameter limit.
Record setup time, threading method, core placement, acceleration, steady-speed behavior, normal stopping and unloading. Inspect every finished roll for width, edge quality, telescoping, starring, wrinkles, interleaving, hardness variation and core movement. Compare rolls from different shaft positions on a duplex machine rather than inspecting only the easiest package.
Repeat at least one recipe after a complete changeover. Repeatability is more valuable than a single successful demonstration. The acceptance record should identify material, roll numbers, speed, tension setpoints, finished dimensions and pass/fail criteria. Use the broader slitter rewinder FAT checklist to connect rewind results with controls, documentation and shipment release.
Shipment inspection and installation preparation
Before shipment, check rewind shafts, supports, chucks, pushers, lay-on components, guards, sensors, spare wear parts and any lifting attachments against the packing list. Photograph parts removed for transport and record their installed orientation. Confirm that recipes and FAT settings are backed up.
Prepare enough floor area for core staging and finished-roll movement, not only the machine footprint. Mark the path from the rewind section to weighing, wrapping or downstream processing. Verify that the planned hoist, trolley or roll cart matches finished-roll mass and shaft height.
Machine guarding must address rotating parts, ingoing nip points and other hazards. OSHA 29 CFR 1910.212 states general guarding requirements for machines used in the United States; buyers must also apply the laws and risk-assessment requirements of the installation country. Never accept routine roll removal or threading that depends on bypassing guards.
Common purchasing mistakes
- Assuming duplex automatically means continuous operation or automatic roll change.
- Choosing from minimum slit width without submitting complete slit patterns.
- Comparing top speed while ignoring core loading and unloading time.
- Treating simplex or duplex as a substitute for specifying winding method.
- Adding differential shafts without defining the roll-quality problem they must solve.
- Ignoring mixed-width recipes, gauge variation and off-center loading.
- Testing only one forgiving material and one convenient roll width.
- Leaving roll mass, handling aids and operator access until after the order.
Buyer FAQs
What is the main difference between a simplex and duplex slitter rewinder?
A simplex machine rewinds the slit web onto one rewind position, while a duplex machine separates adjacent slit lanes between two rewind positions. The practical difference affects roll layout, tension control, unloading and the range of finished-roll jobs the machine can handle.
Is a duplex slitter rewinder always more productive?
No. Duplex winding can support narrow slit patterns and flexible roll separation, but productivity depends on run time, changeover, core loading, finished-roll removal and operator workflow. A simpler machine can be more productive when its format matches a stable job mix.
When is a simplex slitter rewinder a sensible choice?
Simplex winding can be suitable for log winding, wider finished rolls, relatively uniform roll packages or production that values simple threading and unloading. The decision still depends on material behavior, finished diameter and tension requirements.
Does duplex winding require differential rewind shafts?
Not in every design, but differential winding is often considered when multiple slit rolls share a shaft and small thickness or core variations could create unequal tension. The shaft and tension strategy should be specified together.
What should be tested during FAT for simplex or duplex winding?
Use representative material and the agreed slit pattern to verify threading, acceleration, steady running, roll separation, tension stability, edge quality, roll build, stopping and finished-roll removal. Test the most demanding narrow and wide roll recipes included in the contract.
Sources
- Flexographic Technical Association: Selecting a Slitter/Rewinder
- Parkinson Technologies: Center Slitter Rewinder
- Catbridge Machinery: Duplex Slitter Rewinders
- OSHA 29 CFR 1910.212: General machine guarding requirements
Specify the rewind layout from real jobs
Send your material, slit patterns, finished-roll sizes, speed, tension range and handling plan. HDPTH can review the data and prepare a project-specific machinery discussion.
Send Your Machinery RFQ